








































Natural gas dehydration is a process of recovering gas from produced resources for use downstream. One of the most important pieces of gas dehydration equipment is the gas absorber tower.
What is a Gas Absorber Tower?
An absorber tower, also referred to as a contact tower, is where natural gas contacts the system’s triethelyne glycol in order to release the entrained water and hydrocarbons. This glycol “absorbs” the water from the gas and caries it out of the absorber.
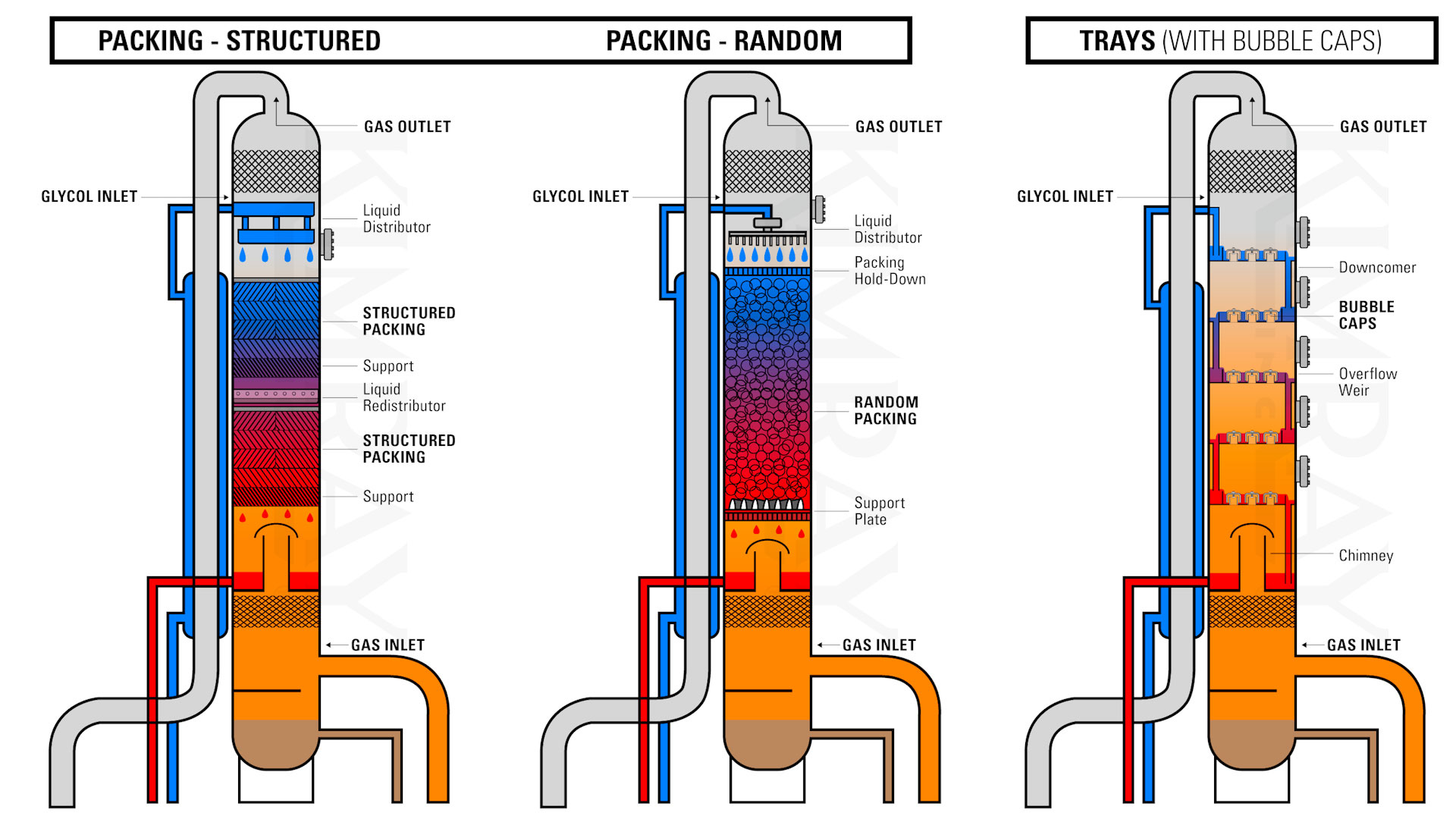
Inside these towers, manufacturers install 3 different types of internal design systems to facilitate this process:
- Structured Packing
- Random Packing
- Trayed (or "Bubble Cap")
What is absorber tower Packing?
First, let’s talk about what packing is.
Packed towers include packing, which comes in a variety of forms and materials. It provides a surface where contact and absorption can occur. The packing allows for an efficient absorption process because of the greater contact area.
For proper packed tower absorption, packing material needs enough room for the liquid to flow through and not cause a pressure drop. At the same time, it must also allow for the proper amount of contact between the liquid and gas.
The two types of packing designs are structured and random.

Structured Packing
Structured packing uses large, fixed packing structures which channel liquids into a specific shape. This material contains holes, grooves, corrugation and other textured elements that allow for increased surface area.
Each layer of the structured packing in the absorber unit extends the full diameter of the tower and is rotated 90° from the previous one. The diameter of the packing can be almost any practical size.
Here’s the basics of how structured packing dehydrates natural gas.
The glycol is distributed evenly at the top of the tower and flows down through the structured packing, coating the surface as it moves.
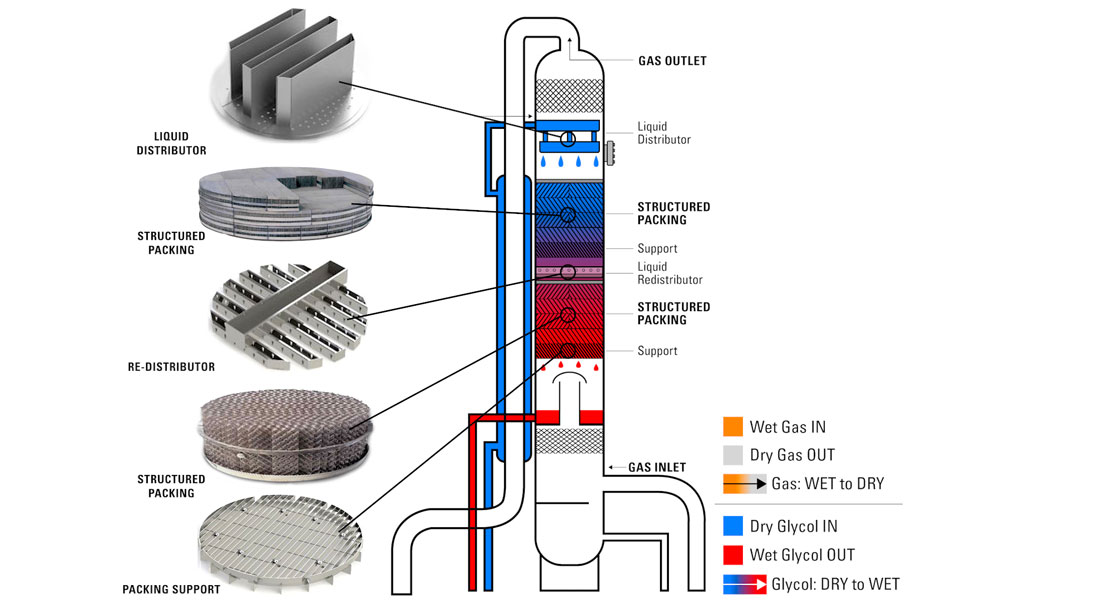
Depending on the size of the tower, a redistribution tray may be used to evenly redistribute the glycol across the packing again. This prevents the glycol from channeling down only one side of the absorber.
The natural gas enters the tower towards the bottom and travels upward, contacting the glycol as it makes its way down, which absorbs the water from the gas.
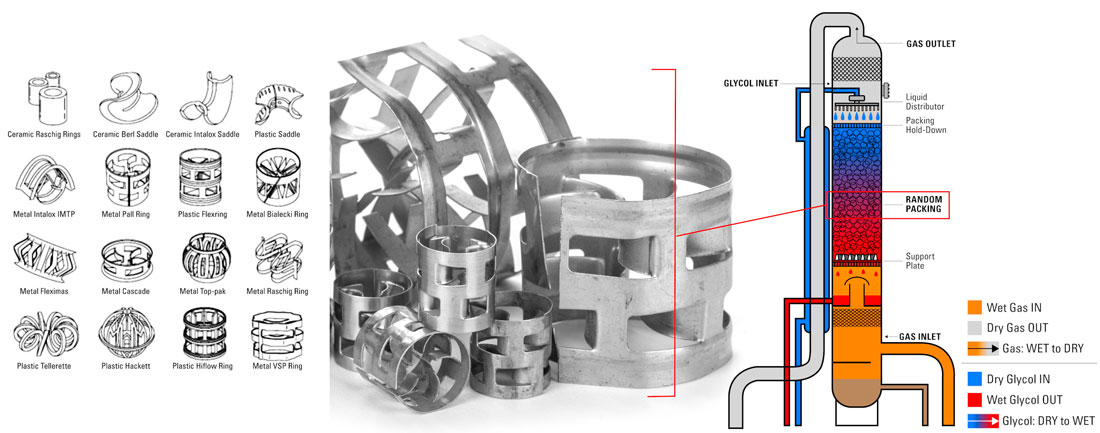
Random Packing
In an absorber with random packing, the tower is filled with stainless pall rings or ceramic saddles. This random packing fills the tower and randomly falls into place.
The dry glycol entering the top of the tower must flow over, around and beside all the packing which distributes the glycol evenly through the tower. The gas enters towards the bottom of the tower and travels upward, contacting the glycol as it makes its way down, which absorbs the water from the gas.
If the packing needs to be taller than 10’ to meet the water removal needs, a redistribution tray can be used to collect the glycol and redistribute it evenly through the tower to avoid channeling.
Random packing is less expensive and easier to put in and take out than structured packing.
Both random and structured packed towers have a lower pressure drop and are better at handling foaming and corrosive liquids than trayed towers.
Tray tower absorber (Bubble Cap)
The third and most common type of absorber tower is a tray design with bubble caps. In this design, horizontal metal trays are stacked and spaced every 24” in the tower.
Dry glycol enters the tower at the top and pours over the bubble caps. The gas moves up from under them and seeps through the holes in the caps.
A level of glycol is held on each tray by a weir before it travels through a downcomer to the next tray.
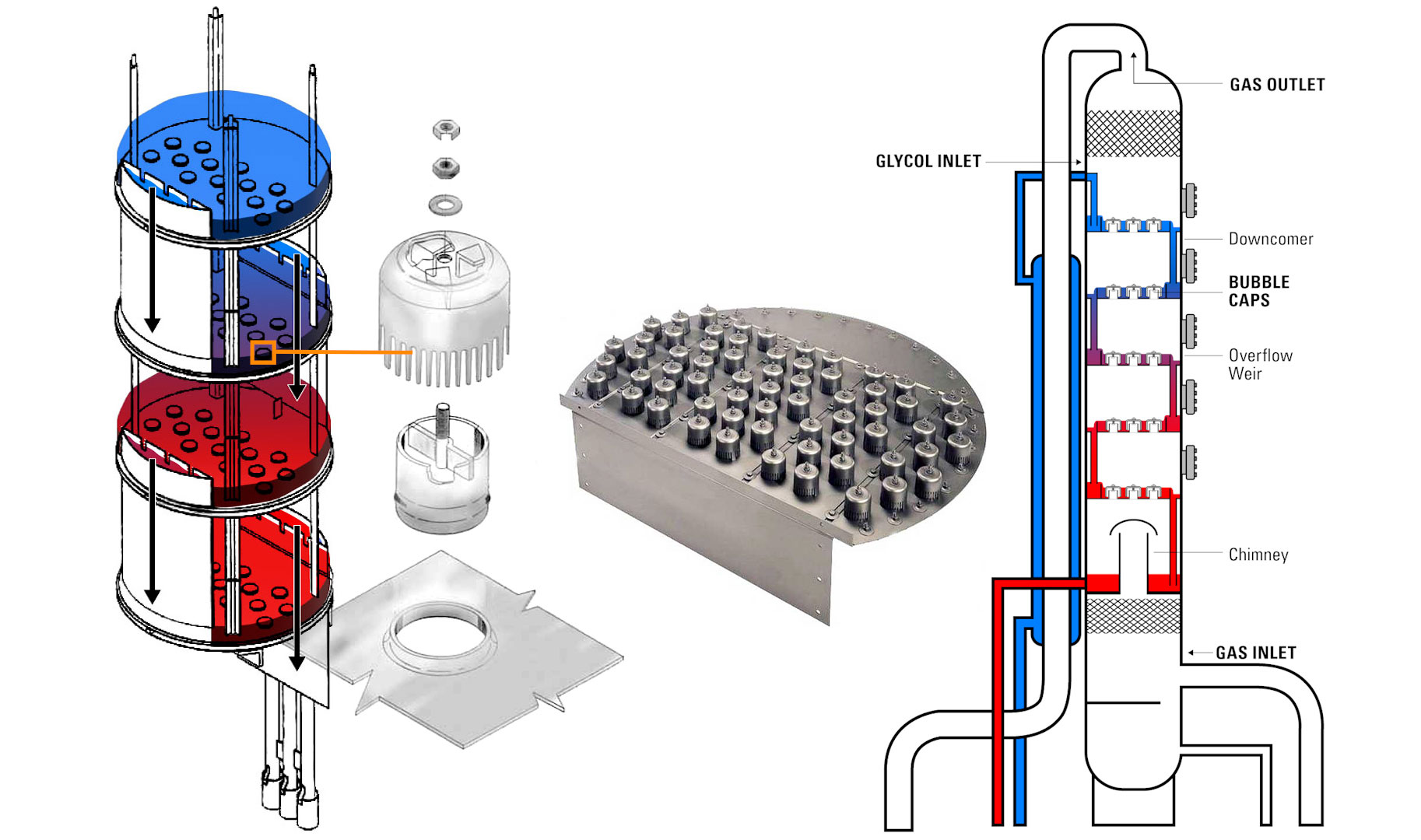
With each tray the glycol absorbs more water vapor from the gas. When the glycol exits the bottom of the tower it is saturated with water and referred to as wet glycol.
The gas traveling upward becomes dryer after each tray as the water vapors are absorbed by the glycol.
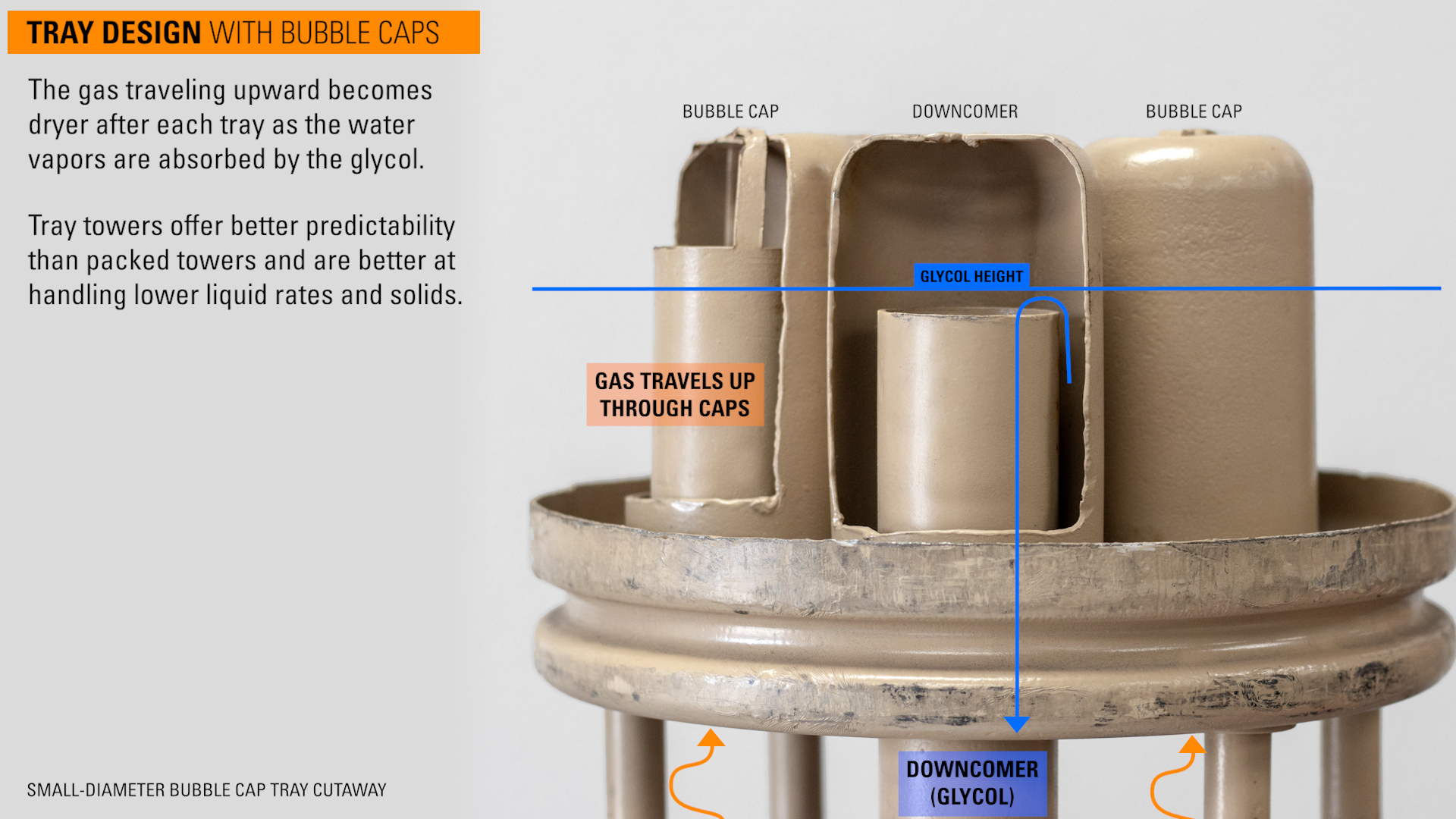
Tray towers offer better predictability than packed towers and are better at handling lower liquid rates and solids.
Turndown Ratio explained
The turndown ratio of an absorber is the operating range of the vessel as a ratio of the maximum flow rate to the minimum capacity.
For example, if a tower is rated at a maximum of 10mmcf/d and the minimum is 2mmcf/d, the turndown ratio is 5:1.
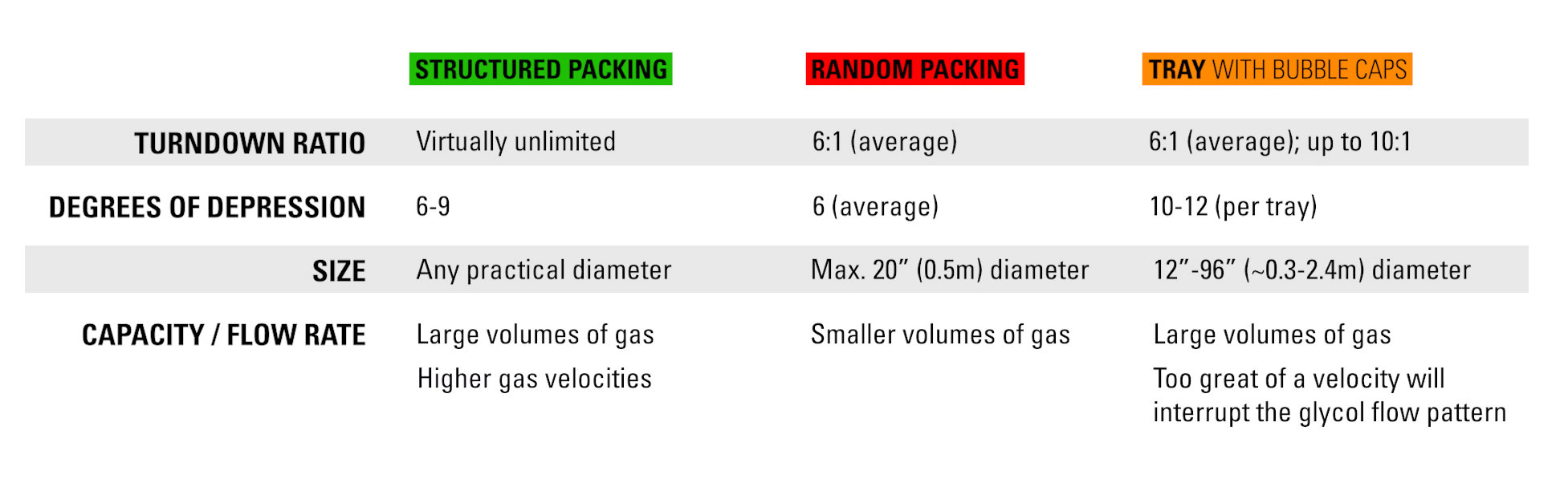
- With structured packing, the average turndown ratio is virtually unlimited. Changes in production over time will not impact the absorber size requirements. As long as the glycol is fully coating the packing surface, the gas flow rate can be very low, even to turndown ratios of 20:1.
- The average turndown ratio for random packing can vary with the shape of packing material used and the size of the absorber, but is typically a 6:1 ratio.
- In a trayed tower with bubble caps, the average turndown ratio is 6:1 but can be up to 10:1 depending on the tray and bubble cap designs.
Degrees of Depression in packed tower absorption
The degrees of depression, or amount of water removed per foot of packing height, is used to determine the most efficient and correct height requirements for an absorber in order to remove enough water from the natural gas flow stream.
- Structured packing can range from 6-9 degrees of depression per foot of packing height.
- Random packing has approximately 6 degrees of depression per foot.
- Tray towers can achieve approximately 10-12-degrees of depression per tray.
absorber tower sizes
- A structured packed tower can be any practical diameter.
- Random packed towers have a maximum of 20” diameters. Any larger diameter would inhibit the even distribution of glycol across the packing material.
- A trayed tower can range anywhere from 12-96” in diameter.
Capacity / Flow rate through tower
Absorber capacity is primarily determined by gas velocity through the tower. Larger volumes of gas will need larger towers; therefore ,structured or tray designs are the two options.
In a trayed tower, too great of a velocity will interrupt the glycol flow pattern and break liquid seals at the points where tray downcomers meet the trays. This results in glycol being swept out of the tower with the gas.
Because of the design of structured packing, gas velocities can be higher than in trayed towers because the glycol will not be swept out of the tower by high gas velocities.
To learn more, check out our expanding YouTube playlist about natural gas dehydration and equipment.
To speak with an expert about your dehy system challenges, contact your local Kimray store or authorized distributor.
