








































Temperature Controllers control the temperature of different processes in oil and gas production.
They can control temperature ranges anywhere from -30°F up to 750°F. The majority of processes in oil and gas are not going to be outside of that range.
Our Temperature Controller—often called a "thermostat"—is called a T12, the "12" referring to the length of the probe. Let's walk through a few examples of how a temperature controller is applied.

What Does a Temperature Controller Do in a Burner Management System?
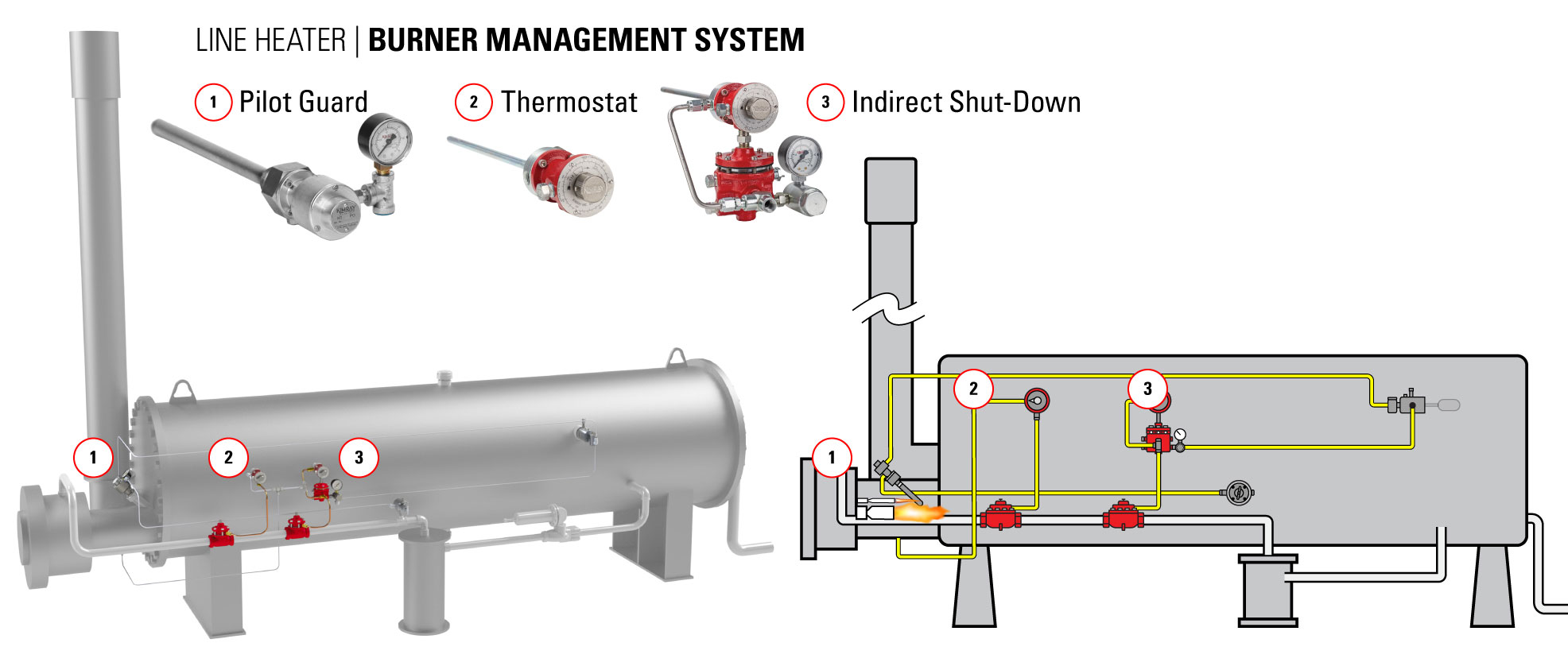
When you have all of these components working together in a burner management system, they are connected in series.
If the pilot guard is not sensing a pilot flame, it will not let supply gas through to the rest of the components.
If there is a pilot flame present, it will let supply gas through to the high-temperature shutdown. (More on the pilot guard later.)
If you're below that set point, then gas will flow through to the normally operating T12, which will then be controlling a burner valve.
So, if any one of those components in that series has an upset condition, it closes down the entire burner system so things don't get overheated or damaged.
What Does a Temperature Controller Do With a Burner Valve?
In this example, we have two burner valves.
- We have one that's the normally operating burner valve. The T12 will be communicating with that, opening and closing it to control the temperature inside the vessel.
- Then we also have a secondary safety shutdown valve, which will be communicating with the high-temperature shutdown valve. If we ever get above our high-temperature set point, most likely that's an indication that our burner valve has failed in some way.
It's staying open when it shouldn't, and so it's continuing to feed the burner with fuel, increasing that temperature up to that high-temperature set point. Therefore, we have a secondary valve that will shut down downstream of the burner valve.
What Equipment is a Temperature Controller Used On?
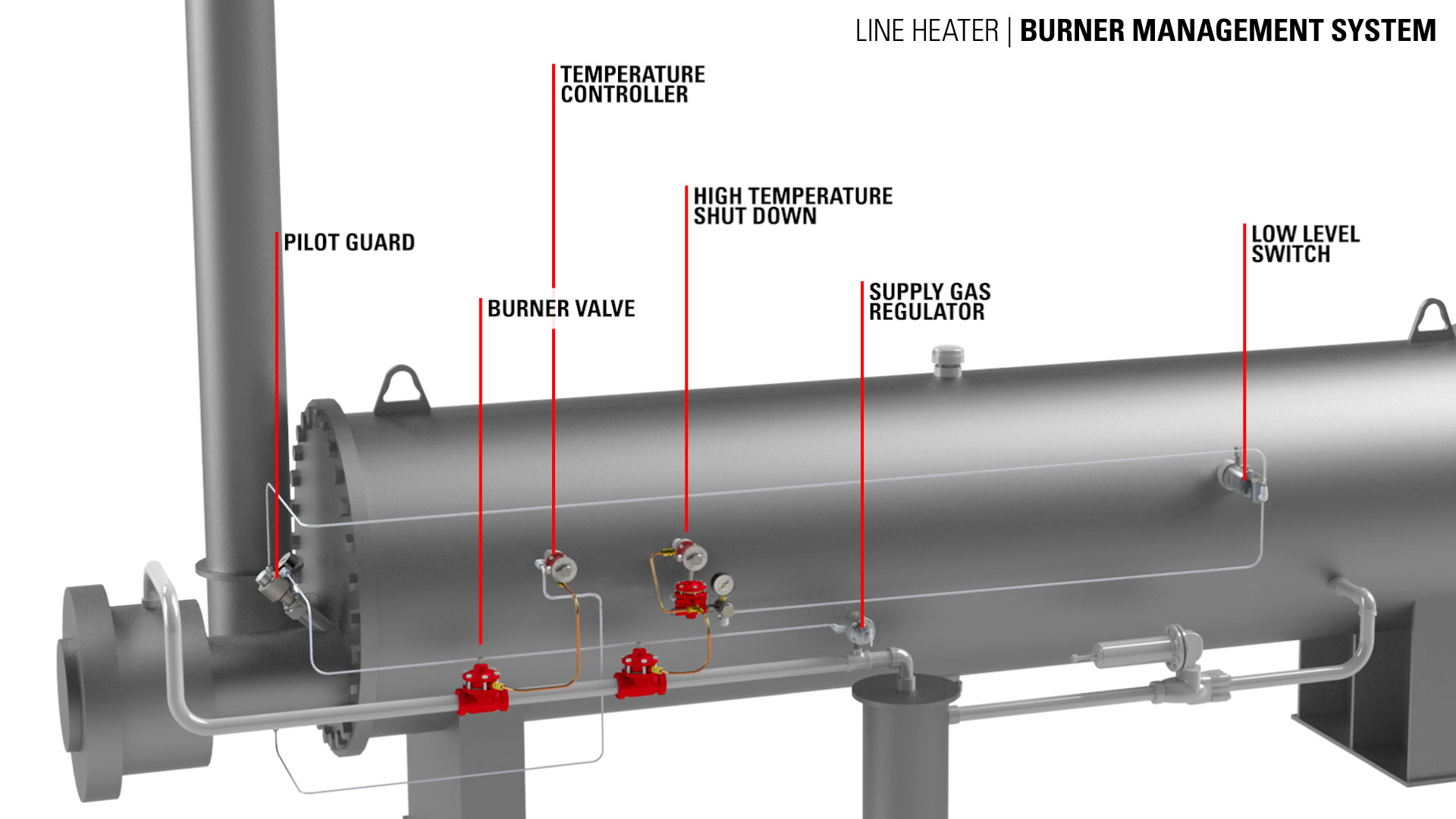
In this picture, you can see the different pieces of equipment that a controller is typically used on.
Here, it's being used on a heater treater. But any heated piece of equipment can use the thermostat to control the temperature inside of that vessel. We've got heater treaters, line heaters, any heated vessel.
Outside of maintaining and controlling the temperature of a fluid bath or a liquid, there are a few applications where you can use this to control and monitor gas temperature, such as monitoring the discharge temperature on a gas compressor.
If the temperature is getting too hot in this situation, it could open up a bypass valve to send the hot gas to additional cooling, maybe opening up the louvers on the cooler more if it needs to be cooled more or shutting them if the gas is getting too cold. There are a few different applications like this outside of heated vessels.
And while it's typically it is used in liquid applications, the probe itself can be in gas or liquid.
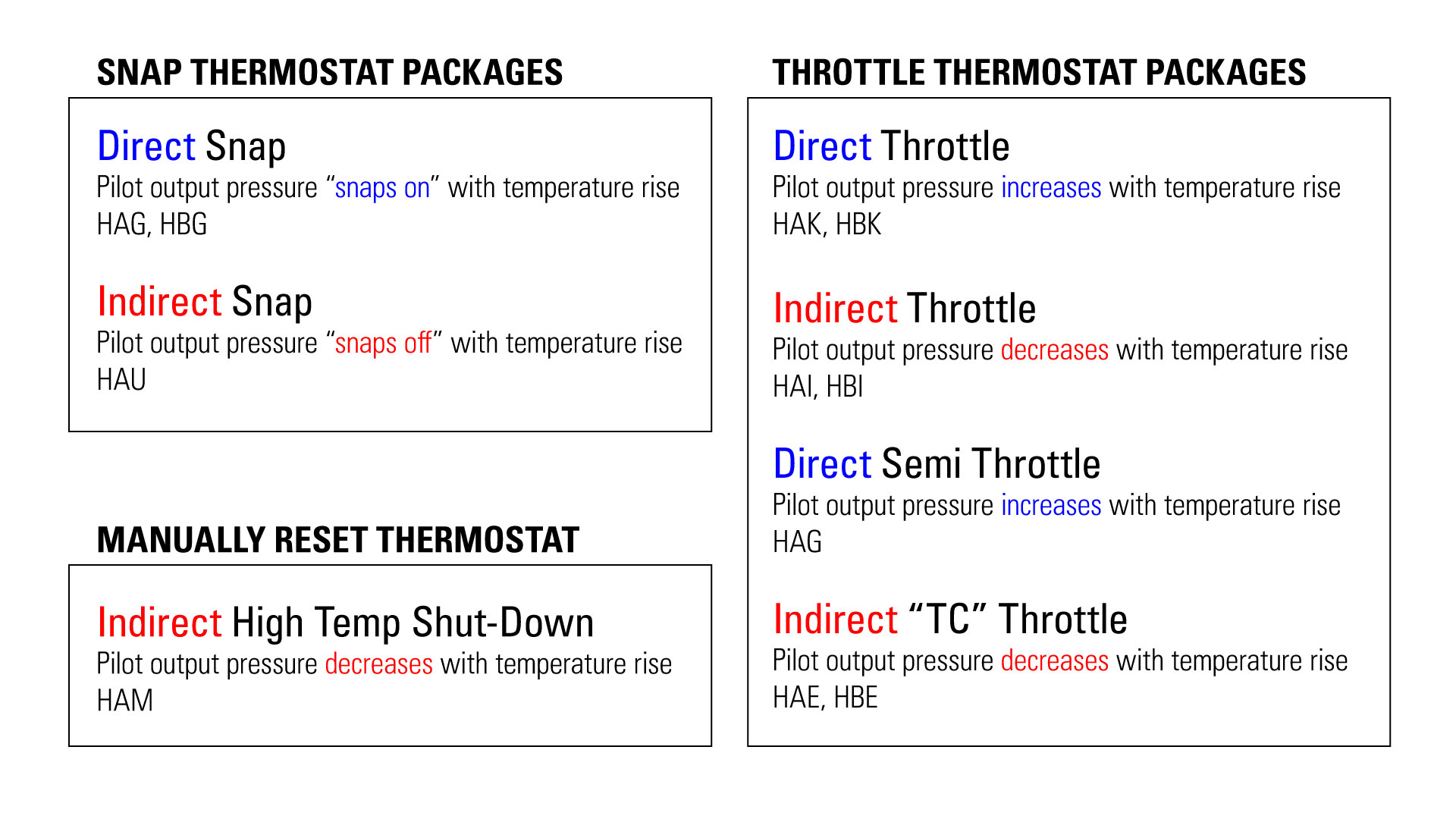
Direct vs Indirect Acting Temperature Controllers
Our temperature controllers can be direct acting or indirect acting. They can be switched from one to the other without adding any additional parts. You just have to switch the supply and the vent in different spots.
Direct Acting Mode
When you have a rise in temperature above your set point, the controller will have a pneumatic output. So, it's a direct action above the set point.
Indirect Acting Mode
If you are above your temperature set point, the controller will be venting its output. And then, if you go below your temperature set point, the controller will have a pneumatic output. So, it's kind of an opposite reaction from the processed temperature.
Typically, the burner valves your temperature controllers operate on are going to be fail-closed valves. In that application or scenario, you want an indirect-acting temperature controller.
So, when you have a rise in temperature above your set point, that means you want to close that burner valve. If it's a fail-closed valve (also called "pressure open"), when you have a rise above your set point, that controller will be venting that signal that's holding that burner valve open. That will cause the burner valve to go to its failure position, which is closed, closing off the path for fuel to get to the burner. So, that will start cooling the temperature back down.
In other applications where you have things like high-temperature shutdowns, that is most typically going to be an indirect acting as well, again depending on the failure position of the valve it's working with.
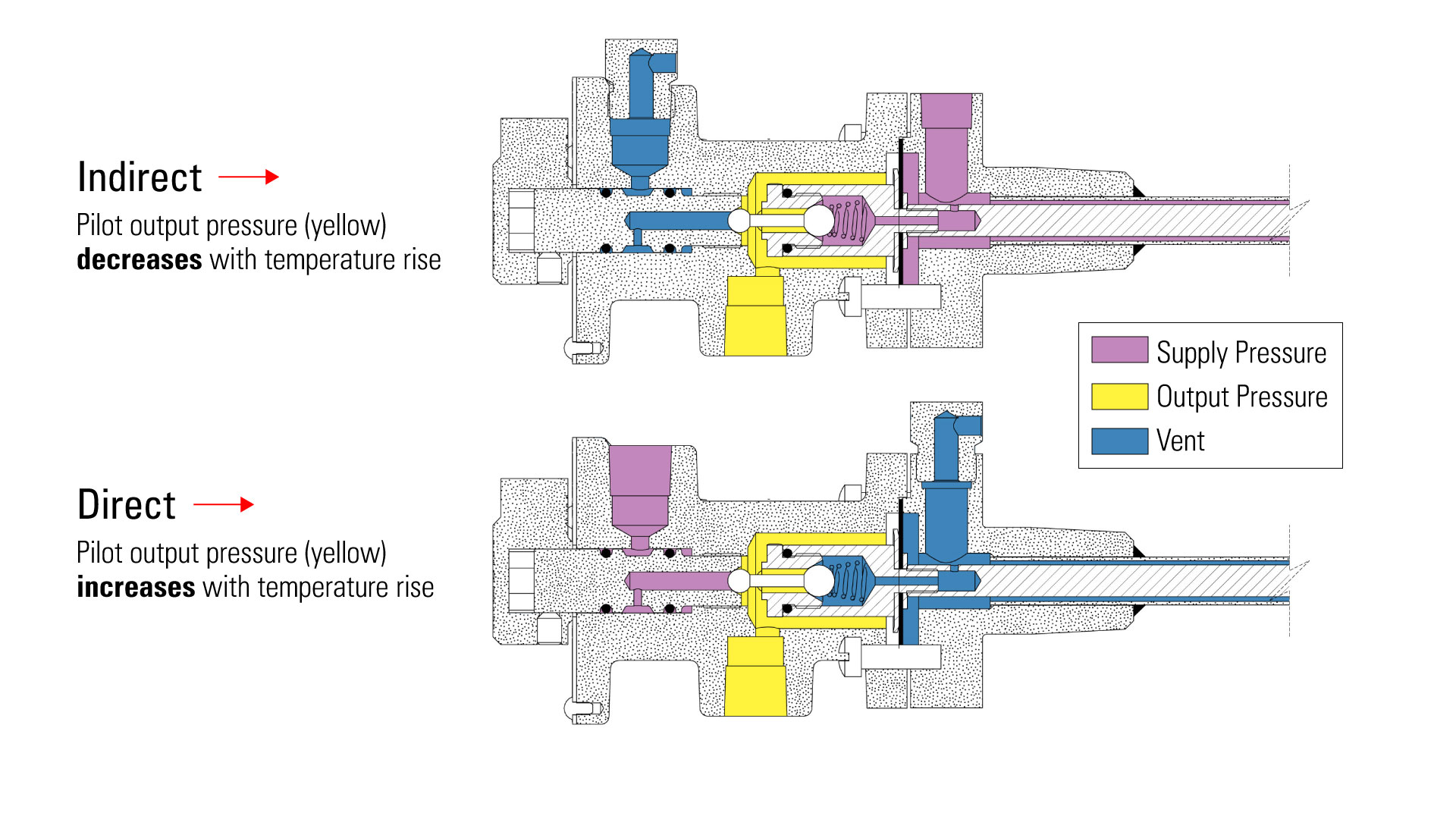
The difference between these two modes is just about where the supply is coming into the controller. If we look at this picture, the purple is the supply.
So, on indirect acting, the supply is coming into the connection closest to the vessel. The output remains the same, whether you are in indirect-acting or direct-acting mode, but the vent on an indirect-acting temperature controller will be the connection farthest away from the vessel.
Now, if you look down below, we've got a direct-acting temperature controller. All that has happened is the supply and vent have changed places. So now, the connection closest to the vessel is the vent, and the connection farthest away from the vessel is where you bring your supply into.
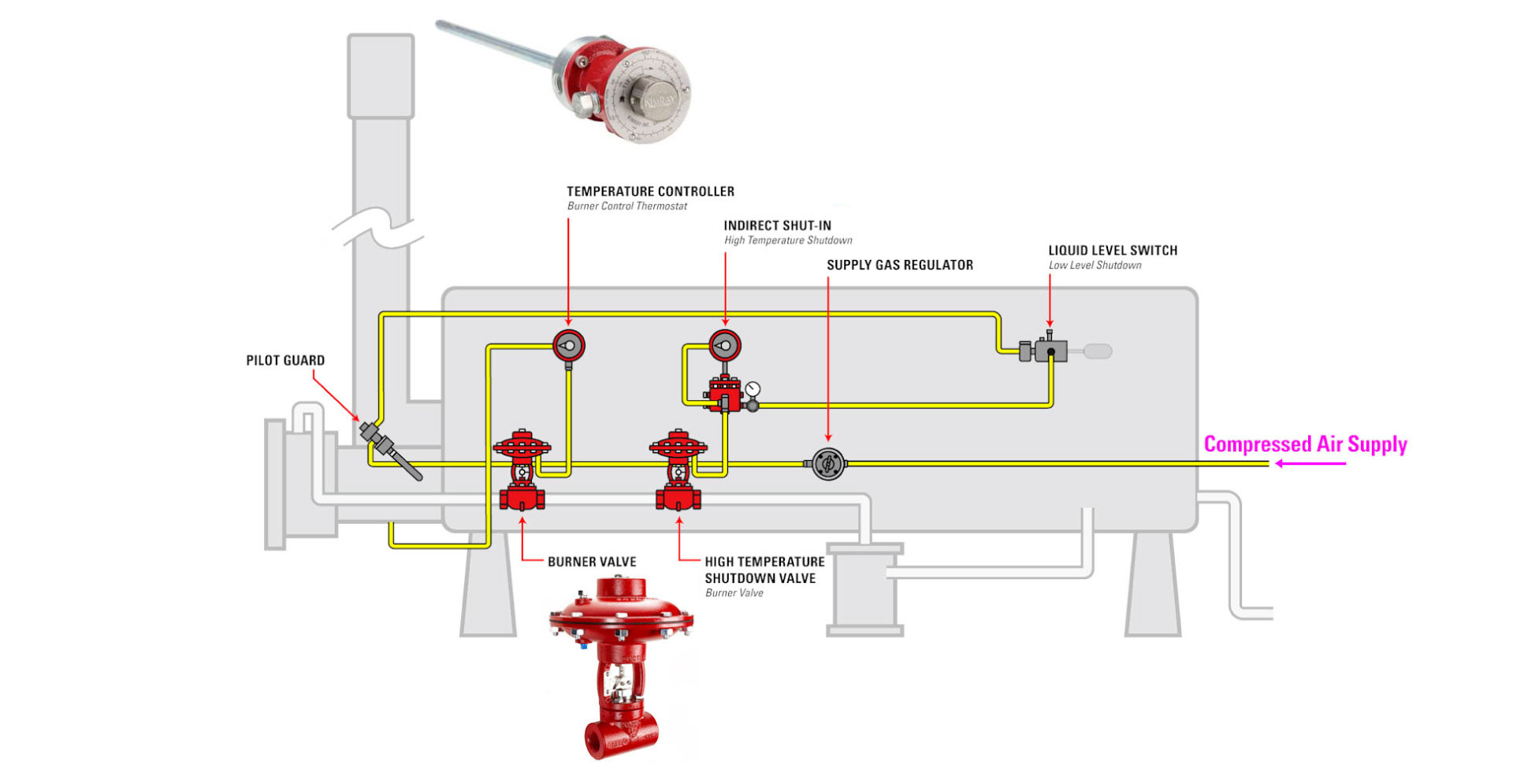
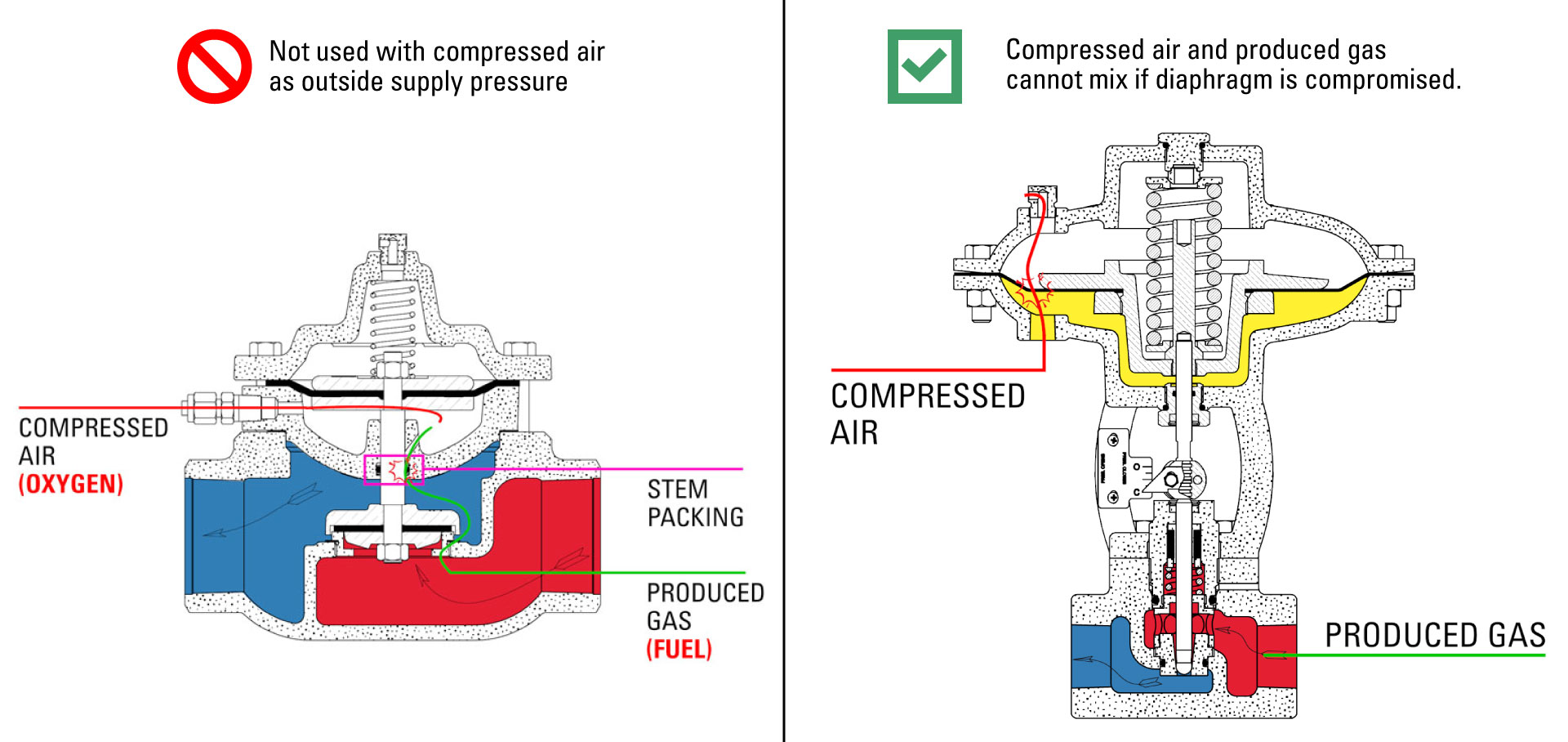
Can I Use Compressed Air With My Temperature Controller?
If the temperature controller is operating a high pressure control valve, the actuator of that valve is completely separated from the process flow.
In those scenarios, you can use compressed air for the pneumatic signal and supply for the temperature controller. You want to be careful that you're not using compressed air with any low-pressure burner valve.
The reason for that is because there is a single diaphragm separating the pneumatic supply coming from the temperature controller and the process flow. So, if you were to have a failure of that diaphragm, there's a potential, if you were using compressed air, that you'd have a fuel and air mix.
But if you're using a high pressure control valve—typically a 1-inch control valve is typical in this application—you can use compressed air, because if there were a failure of the actuator diaphragm in that valve, that pneumatic signal is just venting to atmosphere, and there's no possibility of mixing with your gas supply.
Separable Sockets (Thermowells)
With the use of the T12 as well as the high-temperature shutdown manual reset pilots, you can use those with a separable socket. The reason why you would want to use this is that it allows you to remove the T12 from service without having to depressurize or blow down your vessel.
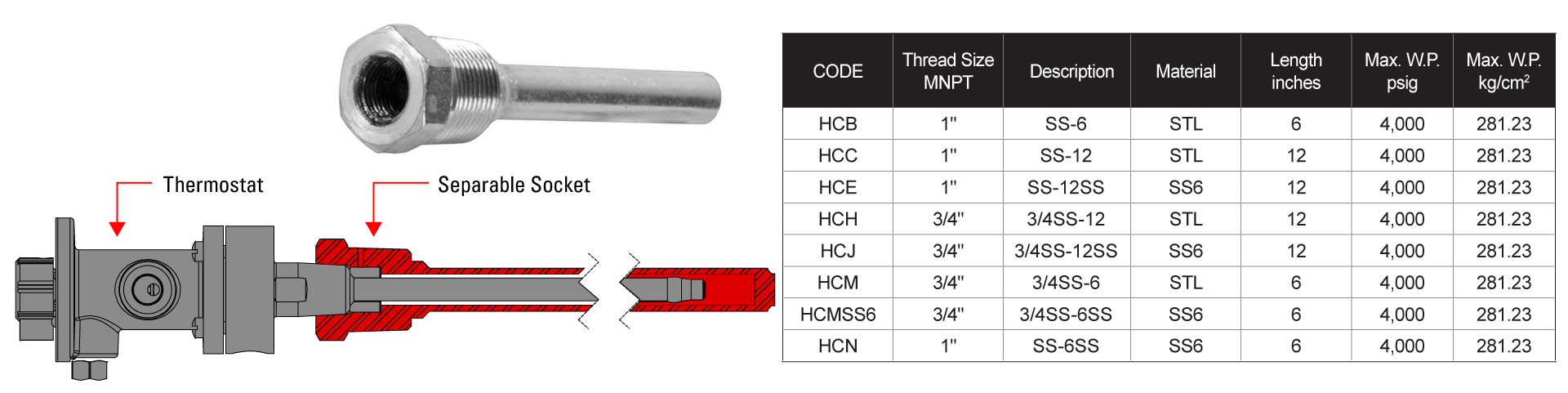
It is a pressure-containing device. So, you would install the thermowell into your vessel first, and then the T12 can be installed into the thermowell. You want to fill the thermowell with some kind of high-temperature grease so the temperature of the process can be transmitted to the T12 efficiently.
With that, you can remove the T12 without having to depressurize your vessel. So, it makes repair a lot easier and faster and more efficient.
Key Components of a T12 Temperature Controller
There are a few parts to you can replace when you're doing preventative maintenance.
The area of concern for the temperature controller is around the pilot plug. So, when you are supplying this either with natural gas or compressed air, you want to make sure that it's clean and dry. You also want to make sure that you are operating within the temperature range for that specific temperature controller.
We have two options for that: a T12 and a HT12.
- The T12 can operate from -30°F to 400°F.
- The HT12 can operate from -30°F to 750°F.
As I mentioned before, the HT12 is normally used for high-temperature shutdown applications. It's paired with a manual reset pilot.
What is a High Temperature Shutdown?
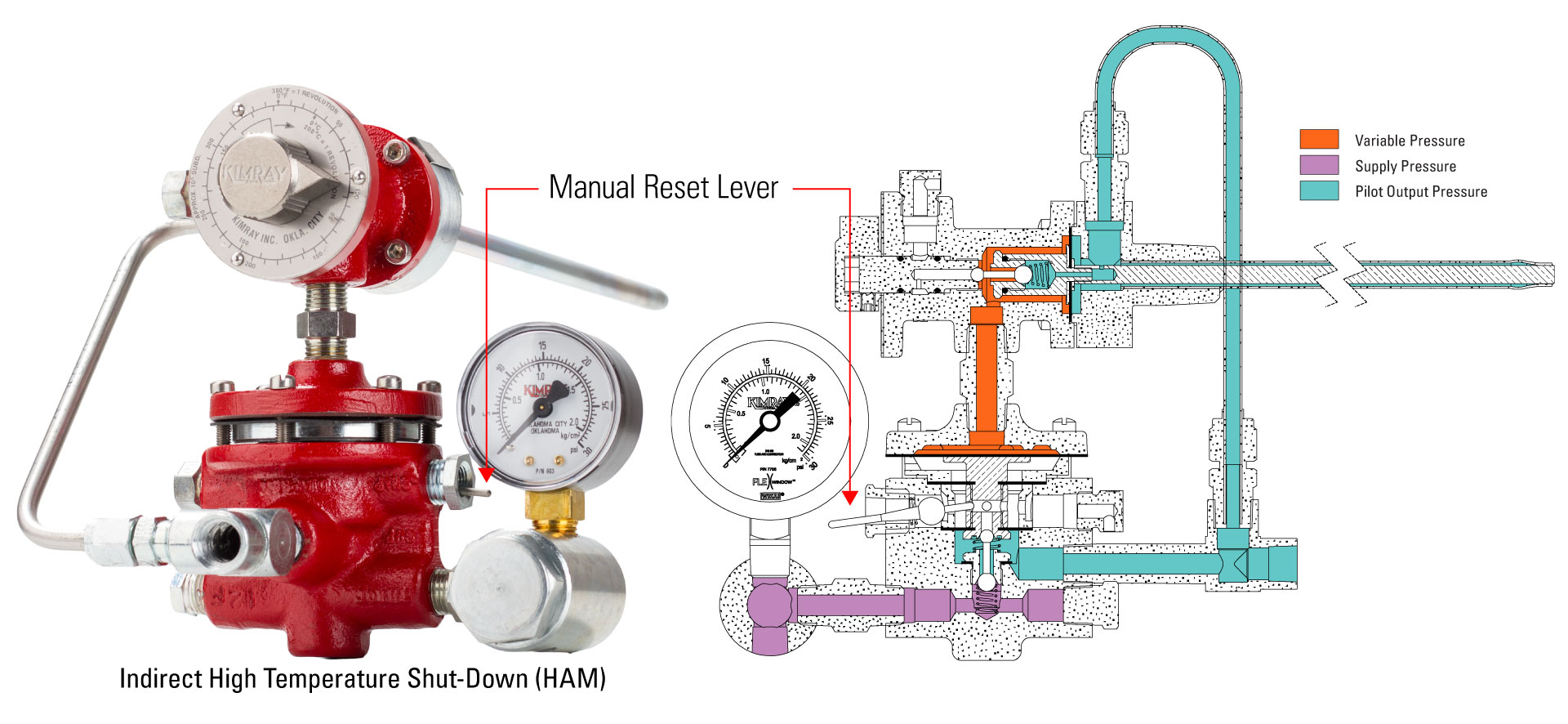
The high-temp shutdown is our part number HAM. It's an indirect high-temperature shutdown.
As you can see in this picture, it will be paired with a manual reset pilot. So, let's say you wanted to operate a reboiler on a dehydration system at 390°F. The high-temp shutdown would be set somewhere above that, so let's just say 405°F.
405°F is the indirect shutdown set point. So, if it got above that for whatever reason—if it got too hot, there was a failure of a valve or something happened to cause that temperature to rise up to that set point of 405°F—the pneumatic output of this high-temp shutdown would actuate the manual reset pilot, which would close off supply going to the rest of the system.
The manual reset pilot forces somebody to go out there and manually reset it. In a manual burner management system where you don't have any kind of automation, you might realize, "Oh man, my temperature is going down."
Once something in that process happens to notify you, whether that's not drying out my gas enough, or if you're going by and visually checking it, you can see that the switch on the side of the manual reset pilot is actuated. That would be an indication that something has gone wrong.
Obviously, you want to look into what caused that upset scenario and make sure that you're fixing what has broken or what has failed before you turn things back on. But it's just a safety device to shut everything down until you can fix it.
What is a Pilot Guard?
The Pilot Guard is just there to monitor the pilot flame to make sure it's present. It's really similar to what your hot water heater has at your house.
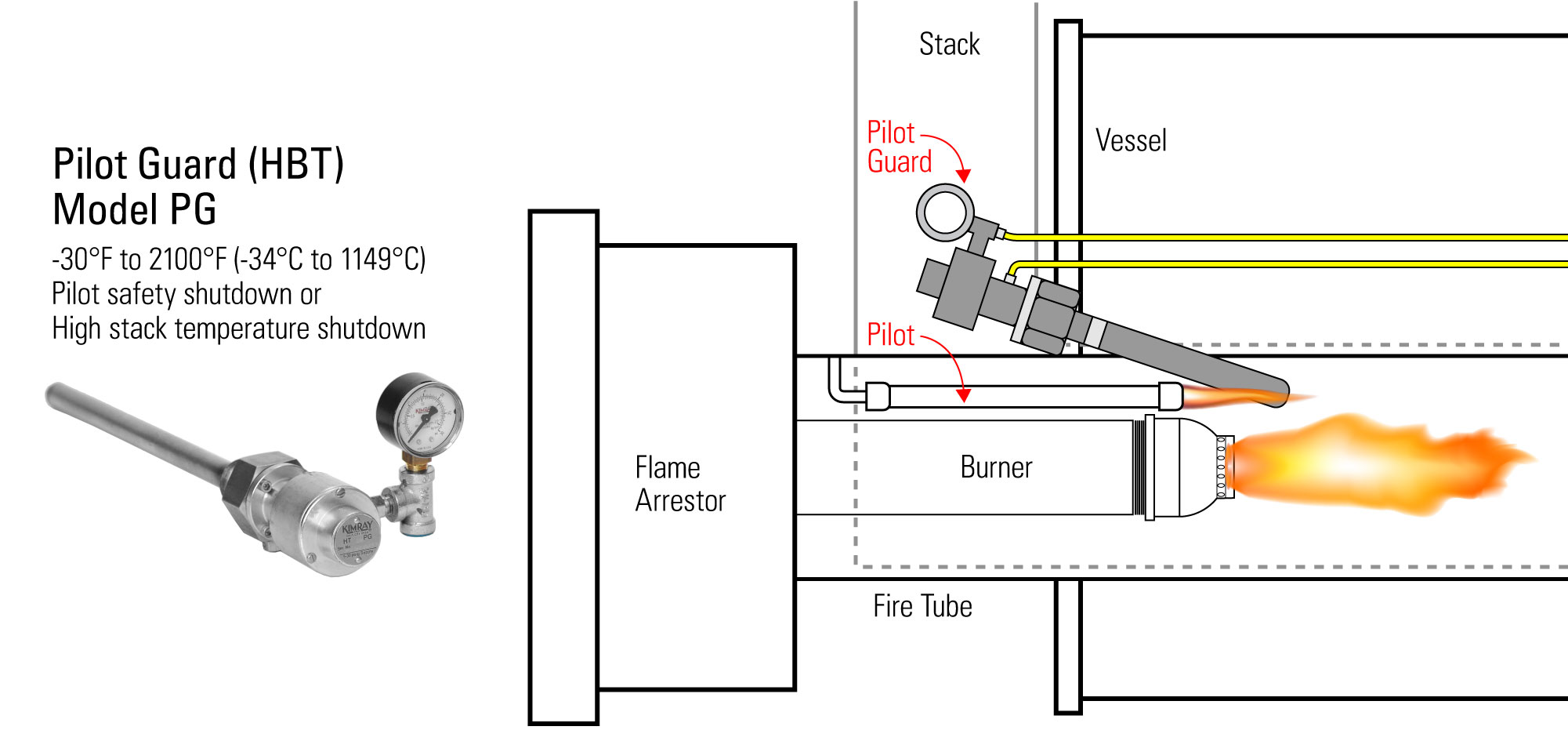
If it's a gas-heated hot water heater, you're going to have a thermocouple that is making sure that there's a pilot flame present. The pilot guard is doing the exact same thing. The probe will be directly in the pilot flame, monitoring that, and it will make sure that that's present before it lets supply gas through to the rest of the system.
So, if the pilot flame ever got blown out or is not present, there's no way for that burner system to come on. Because if there's no pilot flame there and you open up a burner valve, you're going to be spraying natural gas into the burner, but nothing will be igniting.
How Does a Temperature Controller Work?
The stainless steel sleeve expands and contracts at a different rate than the low-expansion alloy rod. As the temperature increases, the stainless steel jacket will expand and will pull the low-expansion alloy rod as well as the diaphragm assembly closer into the vessel.
That causes supply to be cut off and the path to vent to open. That would be an indirect-acting mode.
Now, when things cool off, you'll have a contraction of the sensing element, which would then push the low-expansion alloy rod and the diaphragm assembly farther out away from the vessel, causing supply to go to output, opening up your burner valve to then increase the temperature.
It's important that the low-expansion alloy rod does not come into contact with the outer shell. That's something that I'll move into talking about in our troubleshooting tips.
Temperature Controller Tips
1. Don't Carry it by the Probe
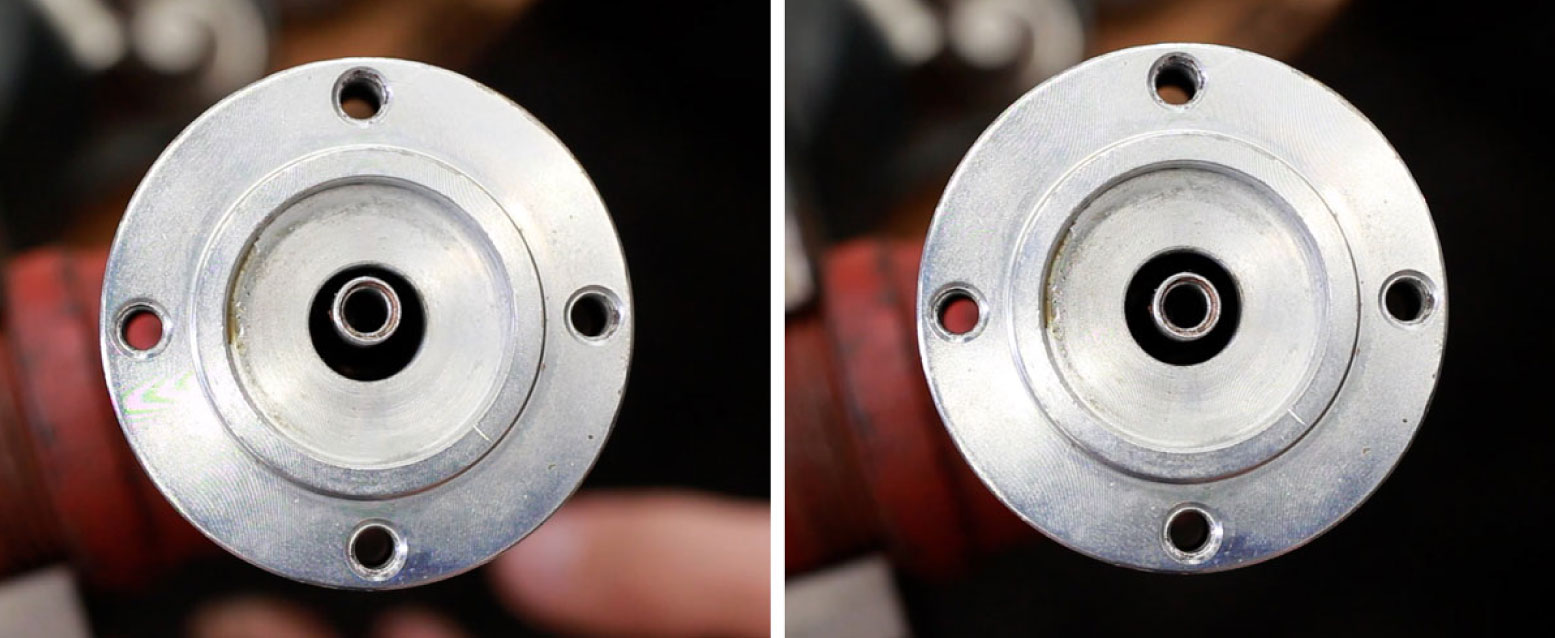
It's important when you're installing a T12, as well as just handling it, that you don't carry it by the probe. We want that to remain straight and true. If it gets bent, that can cause the low-expansion alloy to come into contact with the outside of the probe, which could cause issues with it expanding and contracting at different rates. So carry it in a way that will protect it.
If you are experiencing erratic temperature changes, a bent probe could be one of the main causes of that.
2. Immerse the Probe in your Liquid
The probe must be fully immersed in the liquid you're trying to control the temperature of.
We've had some questions about using the temperature controller in an outside bridle or in a weld neck, or where there's limited fluid around the sensing element of the T12. Ideally, best practice, the temperature sensing element is inside of the vessel, surrounded by a large volume of that liquid.
That's not always the case, but the more volume of fluid or liquid that you can have around that temperature sensing element, the more accurate the T12 is going to be at controlling your temperature.
3. Use Clean, Dry Supply Gas
If you're having issues with the T12 continuously, you might have wet or dirty supply gas. Make sure that you're cleaning that up as best you can before it gets sent to the T12.
4. Check the Diaphragm
If you are experiencing continuous venting of the T12, check the diaphragm for compromises. If the diaphragm is damaged, you will need to replace it.
5. Check the Spring
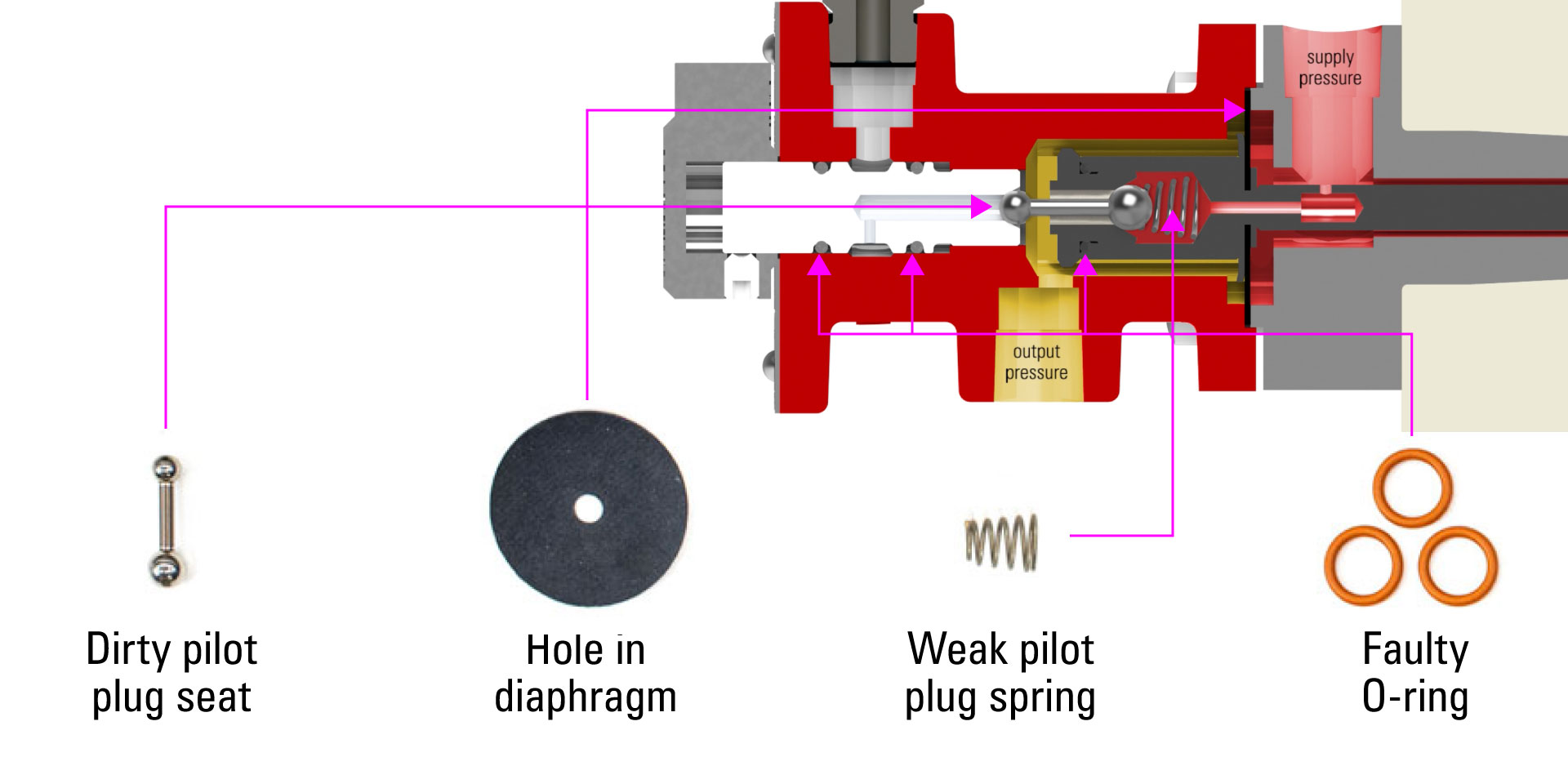
Another potential cause for continuous venting would be a weak spring on the pilot plug. Sometimes, you can just stretch that out a little bit and it will fix the problem. If not, you can replace it completely with a repair kit.
